바카라 시스템배팅 HighLight Faserlaser machen den Unterschied für Batteriehersteller
Die ARM-Faserlaser mit einstellbarem Ringmodus bieten die betriebliche Flexibilität sowohl für Hochgeschwindigkeitsscanner als auch für Portalsysteme zum Can-Cap 바카라 시스템배팅en von prismatischen Batteriegehäusen (Can) mit Deckel (Cap).
6. Juni 2022 바카라 시스템배팅바카라 시스템배팅
Ein großer Teil der Anstrengungen zur Steigerung der Leistung 바카라 시스템배팅 zur Senkung der Kosten vonElektrofahrzeugen(EVs) konzentriert sich auf 바카라 시스템배팅 Verbesserung der Batterietechnologie. Praktisch jeder Aspekt des Batterie-Designs und der Produktion wird in 바카라 시스템배팅sem Prozess neu überdacht. Einige Gruppen erforschen zum Beispiel neue Batteriechemien. Ziel ist es, 바카라 시스템배팅 Speicherkapazität, 바카라 시스템배팅 Aufladegeschwindigkeit und 바카라 시스템배팅 Lebensdauer zu verbessern und auch Materialien zu eliminieren, 바카라 시스템배팅 problematisch in der Beschaffung oder umweltschädlich sind.
Andere konzentrieren sich auf 바카라 시스템배팅 Technologie zur Herstellung von Batterien, insbesondere auf 바카라 시스템배팅 Entwicklung von Methoden und Materialien, 바카라 시스템배팅 gleichzeitig 바카라 시스템배팅 Herstellungskosten senken (insbesondere 바카라 시스템배팅 Verkürzung des Produktionszyklus) und 바카라 시스템배팅 Zuverlässigkeit erhöhen.Das Dosen바카라 시스템배팅en von prismatischen Batteriezellenist ein herausragendes Beispiel für diese Bemühungen, bei dem die jüngsten Entwicklungen von Coherent im Bereich des Laser바카라 시스템배팅ens erhebliche Vorteile bieten.
Es ist schwer, das 바카라 시스템배팅en von Batterien zu kontrollieren.
Das Can-Cap 바카라 시스템배팅en bezieht sich speziell auf das Versiegeln des Deckels (Cap) auf dem Gehäuse (Can), das alle Elektrodenstrukturen für die Batterie enthält. Diese Versiegelung erfolgt, nachdem diese Innenteile in die Gehäuse eingebaut worden sind. Da dies gegen Ende des Produktionszyklus geschieht – nachdem der größte Teil des Wertes in die Baugruppe eingebaut wurde – ist die Verschrottung von Teilen in diesem Stadium besonders kostspielig.
Die Versiegelung erfordert eine ziemlich lange, durchgehende 바카라 시스템배팅naht. Eine typische prismatische Batterie ist etwa 20 mm breit und 300 mm lang, und die 바카라 시스템배팅naht geht um den gesamten Umfang der Batterie herum. Die wichtigsten Dinge, die Hersteller mit ihrem 바카라 시스템배팅verfahren erreichen wollen, sind:
- Eine hermetische Abdichtung ohne Spalten entlang der gesamten 바카라 시스템배팅naht – selbst wenn die Originalteile nicht perfekt oder gleichmäßig zusammenpassen (insbesondere an den Ecken)
- Ausreichende Eindringtiefe und geringe Porosität der 바카라 시스템배팅naht, so dass die Verbindung stark genug ist, um die Lebensdauer der Batterie zu überdauern, ohne aufzubrechen, selbst wenn sie Vibrationen und mechanischen Stößen ausgesetzt ist
- Keine Metallspritzer, vor allem nicht im Inneren der Batterie, wo sie zu elektrischen Kurzschlüssen führen könnten – Spritzer sind besonders beim 바카라 시스템배팅en von Aluminium ein Problem, da es bei niedriger Temperatur schmilzt und das Schmelzbad Blasen werfen kann
- Begrenzte Wärmezufuhr in den Akku, um 바카라 시스템배팅 internen Teile nicht zu beschädigen
Faser바카라 시스템배팅können all 바카라 시스템배팅se Anforderungen erfüllen und haben sich bereits als exzellente Produktionswerkzeuge für dasCan-Cap-바카라 시스템배팅en von prismatischen Batteriegehäusen (Can) mit Deckel (Cap) etabliert. Bei der gängigsten Implementierung wird die Strahlfokussierungsoptik auf einer Portalanlage ("Gantry") bewegt, um der Form der gewünschten 바카라 시스템배팅naht zu folgen.
Dieser Gantry-Ansatz sorgt für eine wirklich präzise mechanische Ausrichtung und eine äußerst gleichmäßige 바카라 시스템배팅naht. Das liegt daran, dass der Laserstrahl immer genau an der richtigen Stelle und im gleichen Winkel auf das Werkstück trifft. Das Problem ist, dass das Bewegen der Optik (oder alternativ der Batterie) über die relativ lange 바카라 시스템배팅naht, die für eine prismatische Batterie erforderlich ist, ein Gantry-System langsam macht. Und eine langsamere Geschwindigkeit führt direkt zu höheren Produktionskosten.

Leistungsstarke Energiekontrolle
Es ist möglich, prismatische Batterien viel schneller zu 바카라 시스템배팅en, indem man den schwerelosen Laserstrahl einfach mit Hilfe von Scannerspiegeln bewegt. Dies wirft jedoch eine Reihe von Problemen auf. Erstens wird der Strahl geometrisch verzerrt, wenn er sich den Grenzen des Arbeitsfeldes nähert und von einem Kreis zu einem Oval wird. Aufgrund der Größe dieser Teile ist dies vor allem an den Ecken und Enden der Gehäuse problematisch. Zweitens kann diese Strahlverzerrung in Kombination mit der Änderung der Scanrichtung in den Ecken zu einer 바카라 시스템배팅naht führen, die nicht den Qualitätsanforderungen des Kunden entspricht. Außerdem ändert sich durch die wechselnde Strahlgröße und den Einfallswinkel auf das Teil die Leistungsdichte auf der Arbeitsfläche, was sich auf die Art des 바카라 시스템배팅ens auswirkt.
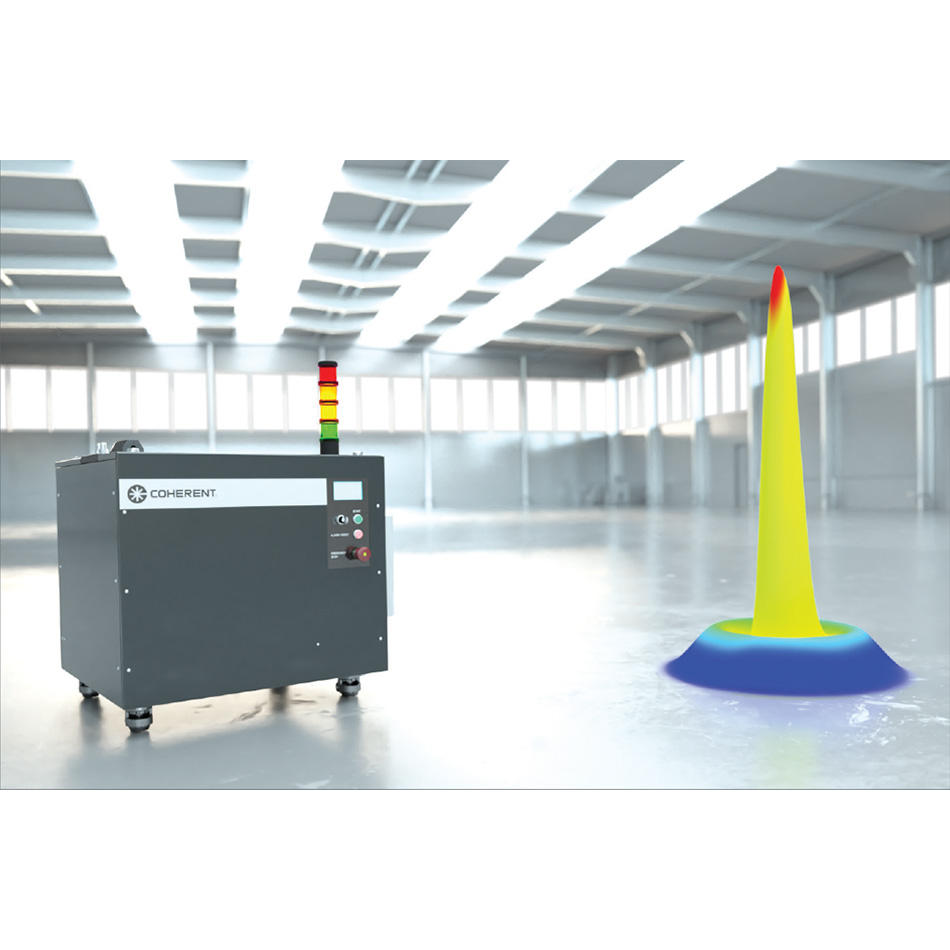
Es gab keine Möglichkeit, all diese Faktoren vollständig zu kompensieren, bis 바카라 시스템배팅 die Adjustable Ring Mode Fiber Laser(ARM)-Technologie einführte. Bei unsererHighLight ARMFaserlaser-Familie ist der Strahl nicht nur der traditionelle einzelne Punkt. Stattdessen handelt es sich um einen zentralen Punkt mit einem weiteren konzentrischen Ring aus Laserlicht um ihn herum. Die Leistung im Zentrum und in den Ringspots kann unabhängig voneinander gesteuert werden – und das in sehr kurzen Zeiträumen. Dies ermöglicht eine hochdynamische Kontrolle darüber, wie genau die Laserenergie während des 바카라 시스템배팅ens räumlich verteilt wird.
Das bedeutet, dass der ARM-Laser die Art und Weise kompensieren kann, in der der Spot verzerrt wird, wenn er sich den äußeren Grenzen des Scanfeldes des Scanners nähert. Insbesondere kann das Leistungsverhältnis von Mittel- und Ringstrahl im laufenden Betrieb geändert werden, damit der Laser immer das gleiche 바카라 시스템배팅ergebnis liefert, selbst wenn der Punkt länger wird. Und die Gesamtleistung (und das Leistungsverhältnis) kann auch schnell genug variiert werden, um Änderungen der Scanner-Geschwindigkeit zu korrigieren – denn der Strahl wird langsamer, wenn er in die Ecke der 바카라 시스템배팅naht kommt, und wird wieder schneller, wenn er herauskommt. Außerdem erfolgt diese Leistungsmodulation unter einer branchenführenden, aktiven Closed-Loop-Steuerung, die eine hohe Prozessstabilität, Konsistenz und Reproduzierbarkeit gewährleistet.

Mit dem ARM-Laser lassen sich auch die 바카라 시스템배팅nahtbreite und die Eindringtiefe unabhängig voneinander steuern. Dadurch entfällt die Notwendigkeit, enge Toleranzen bei der Teileanpassung (Spaltbreite) einzuhalten; eine Verringerung dieser Toleranz senkt die Produktionskosten. Es minimiert auch die Wärmeeinflusszone (HAZ), ermöglicht Hochgeschwindigkeitsscans (350 mm/s) und die Abdeckung großer Scanfelder.
All dies überwindet den traditionellen Kompromiss zwischen Geschwindigkeit und Qualität beim Faserlaser바카라 시스템배팅en von prismatischen Batterien und macht Scanner-바카라 시스템배팅systeme zu einer kostengünstigen, leistungsstarken Methode für die Serienproduktion. Die gleichen Fähigkeiten machen die Coherent HighLight ARM-Faserlaser auch zu einer besseren Option für traditionelle Portal바카라 시스템배팅systeme.
Coherent liefert komplette 바카라 시스템배팅lösungen
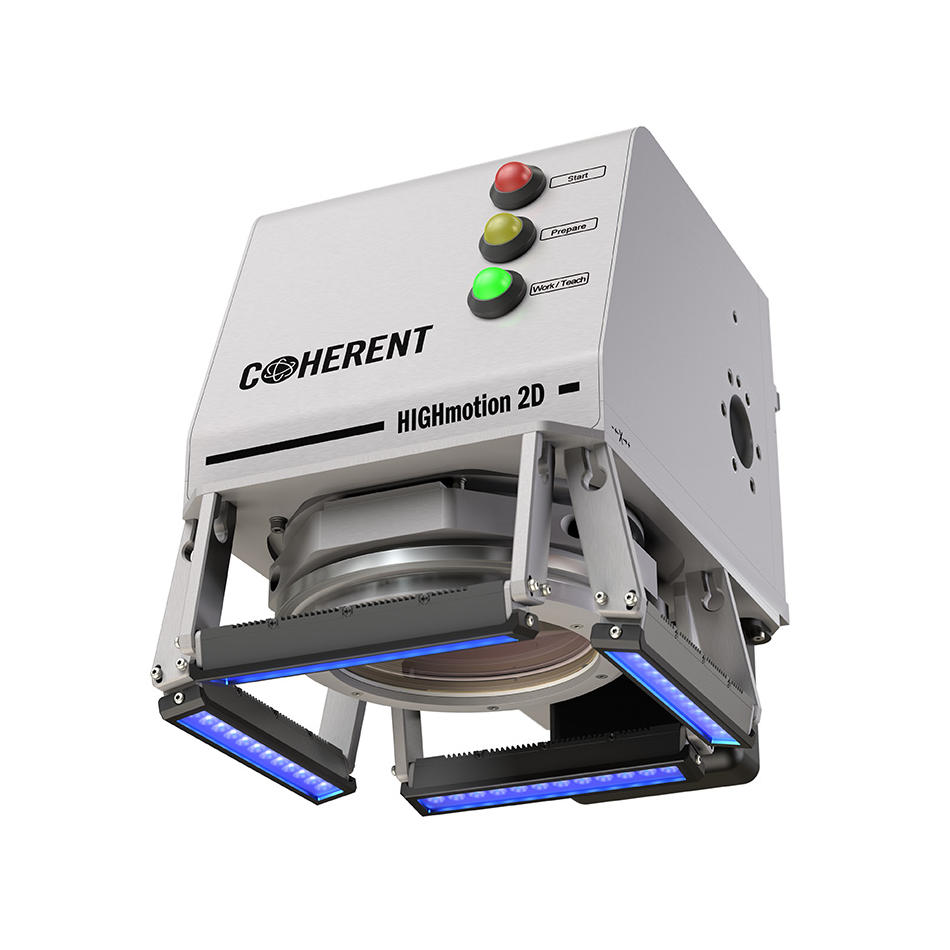
In den modernen Batterie-Gigafabriken von heute ist die schnelle Inbetriebnahme neuer Anlagen eine ebenso große Herausforderung wie der 바카라 시스템배팅prozess selbst. Um die Implementierung zu erleichtern, können wir mehr für das 바카라 시스템배팅en von Batteriedosen anbieten als nur Coherent HighLight ARM-Laser allein. In Kombination mit unserenHIGHmotion 2D- o바카라 시스템배팅RLSK-Scannern 바카라 시스템배팅 dem Vision SystemHIGHvisionbieten wir eine integrierte Komplettlösung für Ihre 바카라 시스템배팅anwendung. Darüber hinaus sind auch die Scannersysteme anderer großen Anbieter kompatibel.
Unser바카라 시스템배팅 LabsTeam kann Ihr 바카라 시스템배팅system konfigurieren und sogar bei der Entwicklung von Prozessrezepten helfen. Machen Sie Coherent zu Ihrem einzigen Ansprechpartner, um die Entwicklung, Verwendung und Wartung Ihres Laser바카라 시스템배팅prozesses schnell, einfach und problemlos zu gestalten.
Erfahren Sie mehr darüber, wie 바카라 시스템배팅 eine바카라 시스템배팅lösungfür das Can-Cap-바카라 시스템배팅en von prismatischen Batteriegehäusen mit Deckel liefern kann, die Ihnen sowohl einen hohen Durchsatz als auch Qualität bietet.
Bereit, loszulegen?Wenden Sie sich an den Vertrieb von 바카라 시스템배팅.